オリジナル材料・製法においては、2000年より特殊接合技術の開発に取り組み、性能・品質の
向上、加工・材料コストの低減を実現しております。
部分焼結

材料費低減+行程削減
[従来工法]全面焼結材→プレス抜き→プレス溝→面取(切削)→平面研磨
[改善工法]ベースメタルプレス抜→部分焼結→圧下
プレス技術と溶接の融合

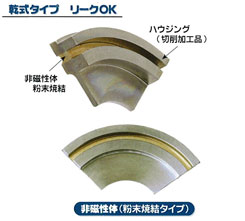
- ハウジング部(SPHC)プレス絞り成型
- ガイド部(SUS)プレス絞り成型
- ハウジング部(1)(2)(3)の肉厚が異なる絞り成型
- 異材接合→溶接タイプ
- 切欠部
従来工法→切削改善工法→プレス抜き - 接合
従来工法→電子ビーム
改善工法→溶接
円周内外全周(非磁性体)溶着

内面全面摺動材

耐摩耗性向上
オイルシールをブシュ本体へ取り付けるようにし、取付性の向上
特殊圧入タイプ

– ブシュを厚肉にする事によりシール圧入部の切削加工を容易にした。
– また、ブシュを圧入する前にオイルシールを圧入することにより時間の短縮と不良の低減をはかった。
– インナーを焼結品にすることにより切削工数を無くすことができる。
– また、ブシュを圧入する前にオイルシールを圧入することにより時間の短縮と不良の低減をはかった。
– インナーを焼結品にすることにより切削工数を無くすことができる。
特殊プレス加工他
ワッシャー順送化

両面位置違い溝バリレスプレス抜
厚肉バイメタル球面絞り

内面摺動部の切削加工レス球面精度のプレス化
調整シム

板厚精度20μを圧延加工
(研磨加工の廃止)
(研磨加工の廃止)
特殊プレス加工ブシュ

穴加工のプレス化(切削加工レス)
フランジ(片側・両側)プレス一発加工
フランジ(片側・両側)プレス一発加工